Unter Drahtbonden versteht man in der Regel das Verbinden der Bondpads eines Chips mit den elektrischen Kontakten im Innern eines Gehäuses, z.B. eines Chip-Carriers, mittels eines nur wenige zehn Mikrometer dicken Gold- oder Aluminium-Bonddrahts.
Im wesentlichen kann man zwischen zwei Verfahren unterscheiden:
Beim Wedge-Bonding wird der Bonddraht durch eine Kapillare gefädelt, deren Spitze den Keil (=Wedge) zum Bonden bildet. Der hervorstehende Draht wird auf dem Bondpad mittels Druck, Ultraschall und Hitze (ca. 150°C; optional) "aufgeschmolzen" und mit der Oberfläche verschweißt. Der Draht kann danach zum nächsten Pad geführt werden und auch dort verschweißt werden. Nach dem zweiten Bond wird die Drahtzuführung blockiert und der Draht wird durch Zug hinter der Schweißstelle abgerissen. Es verbleibt ein Drahtrest unter dem Keil der Kapillare mit dem der nächste Bondprozess gestartet wird. Die Ausrichtung des verbleibenden Drahtstücks gibt in diesem Verfahren die Anfahrtsrichtung zum nächsten Bondpad vor.
Das Ball-Bonding ist letztlich eine Variante des Wedge-Bondings für Gold Drähte, bei der dieses Drahtende mittels einer elektrischen Entladung aufgeschmolzen wird. Dabei entsteht eine Kugel am Drahtende, welche mit der Kapillare auf das Bondpad gedrückt wird. Das Ball-Bonding vereinfacht das Anfahren des ersten Bonds erheblich, da hier das Anfahren unabhängig von der Richtung des sonst für das Wedge-Bonding typischen Drahtrests erfolgen kann. Diese Methode stellt jedoch höhere Anforderungen an die Qualität der Bondpads und erfordert unter Umständen höhere Substrat Temperaturen.
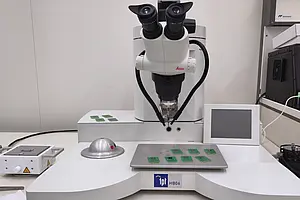
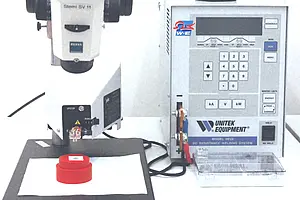
TPT HB06
Mit dem halb-automatischen Wedge-Bonder HB06 kann sehr flexibel gebondet werden. Die Ultraschallleistung, Zeit und Anpresskraft für den ersten und zweiten Bond können separat eingestellt werden, die Temperatur der Stage kann von Raumtemperatur bis 250°C geregelt werden. Es können Gold und Aluminium Drähte mit einem Durchmesser von 17 - 75 µm verwendet werden. Gebondet werden kann bis in eine Vertiefung von 16 mm. Die z-Achse kann sowohl motorisiert, als auch manuell betrieben werden.
{kind=link}
{kind=link}