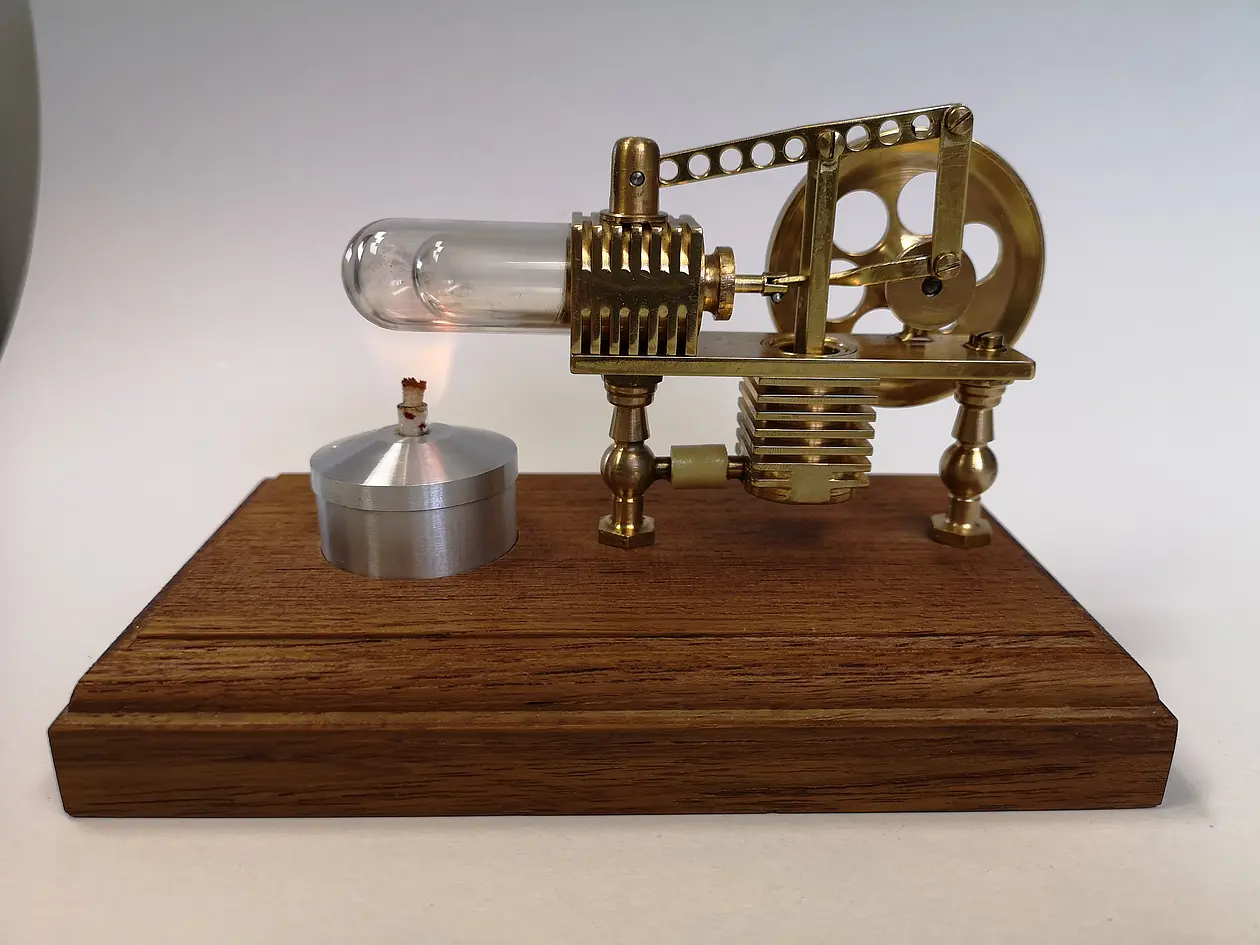
Grundfunktion des Stirlingmotors
Das Prinzip ist einfach: Der Stirlingmotor funktioniert durch die Ausdehnung und Abkühlung von Luft. Diese befindet sich in einem geschlossenen Kreislauf, daher wird dieselbe Luft immer wieder verwendet.
Und wenn das jetzt zu einfach klingt, dann folgt nun der Teil, welcher in der Ausbildung erlernt werden kann:
Technische Funktionsbeschreibung
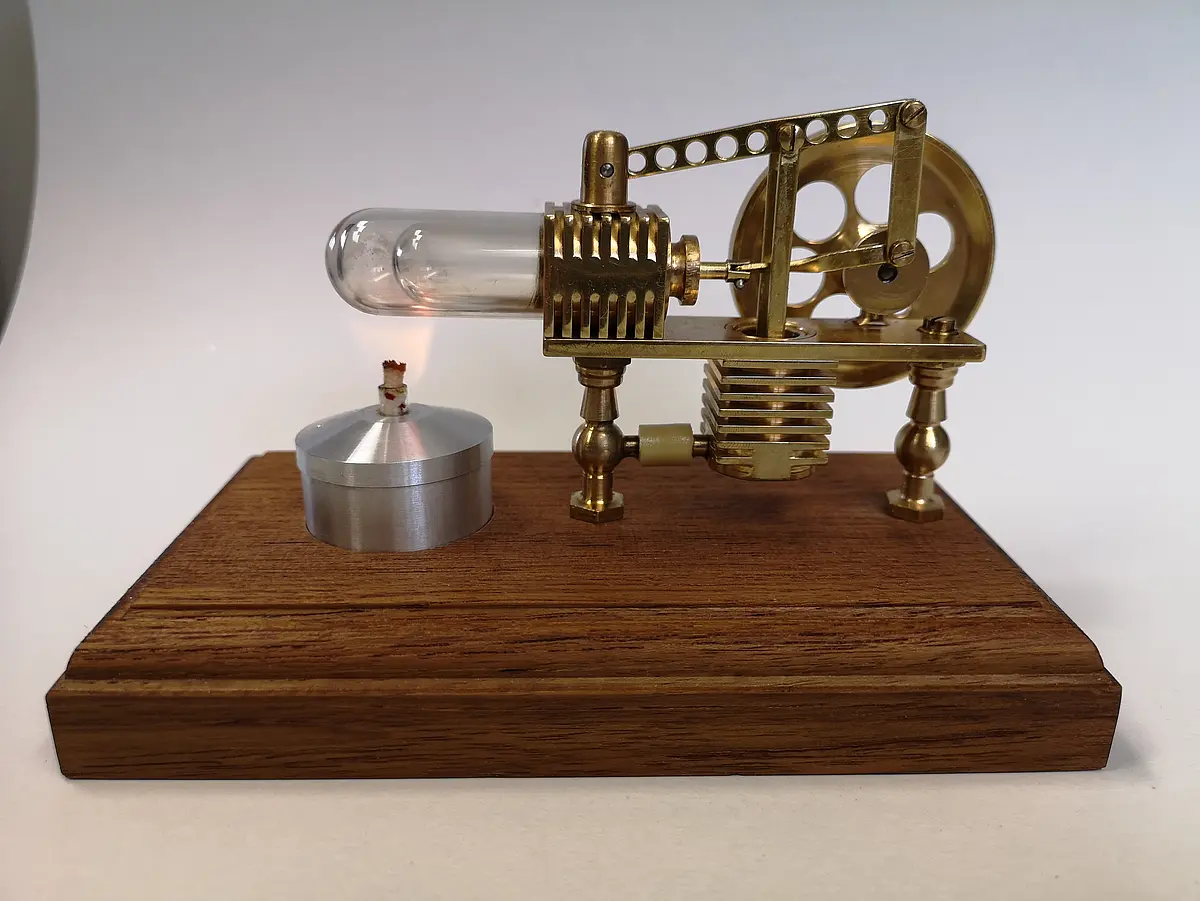
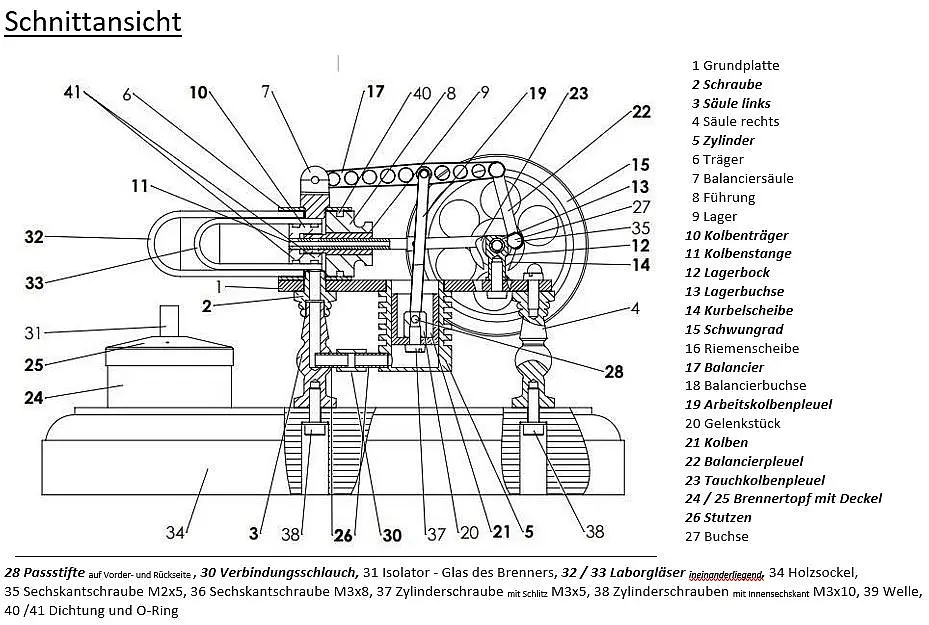
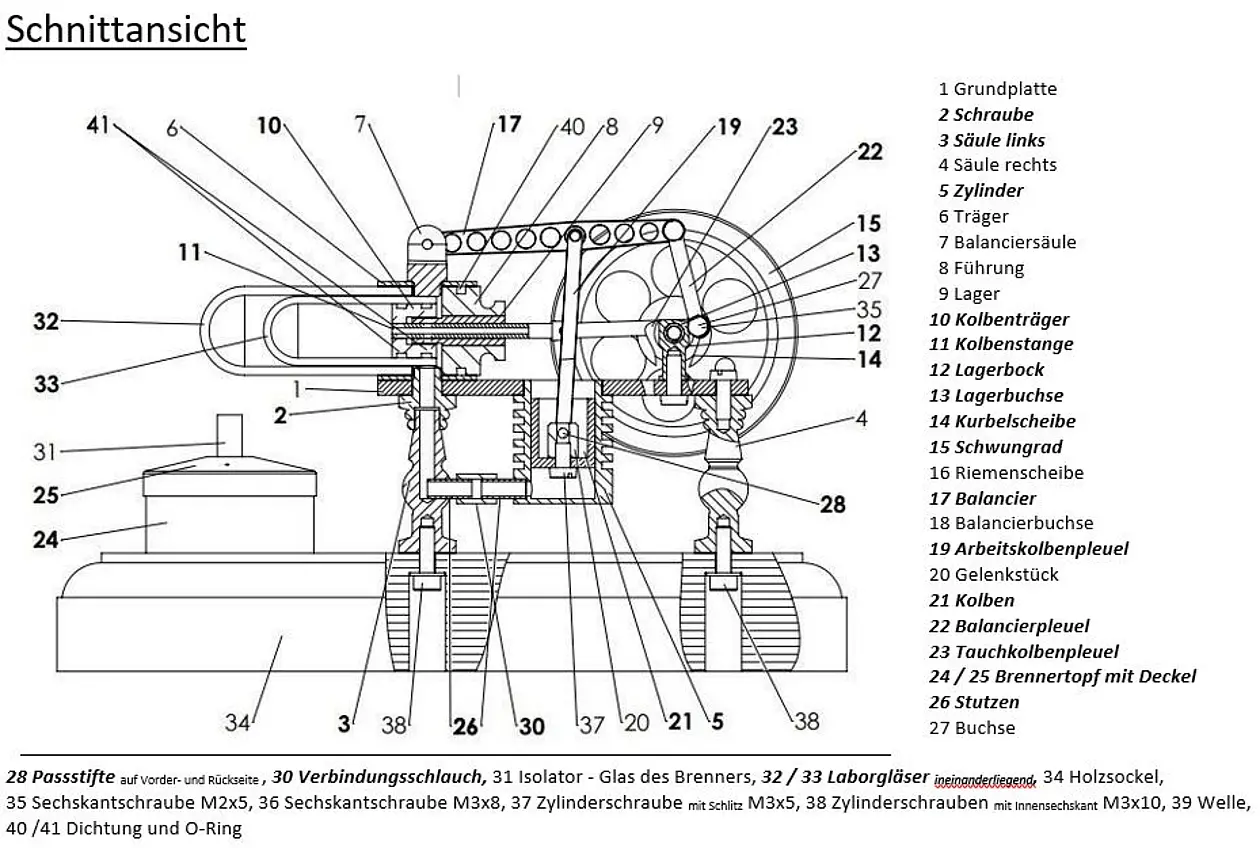
Durch das Anzünden des Brenners 24/25 erhitzt sich die Luft, die sich zwischen den beiden Gläsern 32/33 befindet. Die Luft verändert ihr Volumen, sie dehnt sich aus, wodurch sie den Kolbenträger 10 nach hinten verdrängt. Durch das Verdrängen des Kolbenträgers 10, welcher durch Kolbenstange 11 und Tauchkolbenpleuel 23 verbunden ist, wird außerdem die Kurbelscheibe 14 angetrieben. Die Bewegung wird durch Balancierpleuel 22 und Balancier 17 auf den Arbeitskolbenpleuel 19 übertragen.
Zeitgleich führt die Luft durch Schraube 2 und Säule links 3 und anschließend durch die Stutzen 26 und den Verbindungsschlauch 30 in den Zylinder 5. Im nächsten Schritt wird die Luft durch die Kühlrippen außerhalb des Zylinders abgekühlt, dadurch sinkt der Druck in der gesamten Baueinheit. Der Kolben 21 wird durch den Arbeitskolbenpleuel 19 nach unten zurückgeschoben und presst somit die Luft wieder zusammen. Somit wird dieselbe Luft immer wieder verwendet. Anschließend wird durch die Bewegung die Kurbelscheibe 14 angetrieben. Diese ist mit einem weiteren Passstift, der durch den Lagerbock 12 führt, mit der Lagerbuchse 13 und dem Schwungrad 15, verbunden. Somit kann sich das Schwungrad, das durch verschieden große Bohrungen zum Erzeugen einer Unwucht gefertigt wurden, drehen. Die Position der Bohrung des Schwungrads wird durch einen Gewindestift eingestellt.
Der komplette Durchlauf findet binnen Sekunden statt und wiederholt sich so lange, bis die Wärmequelle versiegt, also bis die Temperatur zwischen den beiden Gläsern zu niedrig wird und die Luft sich deshalb nicht mehr ausreichend ausdehnen kann.
Fertigung
Für den Bau eines solchen Stirlingmotor-Modells ist die wesentliche Voraussetzung, eine solche Zeichnung lesen zu können. Selbstverständlich sind dann die grundlegenden Ausbildungsqualifikationen eines Feinwerkmechanikers an unterschiedlichsten Maschinen und mit verschiedenen Werkzeugen erforderlich:
• Präzises und sauberes Arbeiten
• Konventionelles Drehen
• Konventionelles Fräsen
• Fräsen an einer CNC-Maschine
• Feilen
• Polieren
• Kenntnisse in technischer Mathematik
• Einstellen und Justieren
• und gegebenenfalls Fehlersuche
Ergänzend ist Fachkenntnis im Umgang mit unterschiedlichen Metallen und hier auch mit anderen Materialien wie Holz und Glas notwendig. Das Hauptaugenmerk beim Bau dieses Werkstücks liegt auf der Ausführung mithilfe der konventionellen Fertigung.
Folgende Fertigteile wurden bereitgestellt: Docht 41, Verbindungsschlauch 30, Isolator 31, Passstifte 28 und Schrauben, wobei Passstifte und Schrauben teilweise gekürzt werden mussten.
Herausforderungen bei der Fertigung
Die Herausforderung bei der Fertigung des Stirlingmotors liegt in der Passgenauigkeit der Maße. Die Teile werden mit und als sogenannte Passungen gefertigt. Diese geben die Maßtoleranz, z.B. das Spiel zwischen zwei Bauteilen an. Oftmals liegen diese Passungen im Hundertstelbereich (0,01 mm).
Bei der Fertigung der Bauteile ist zu beachten, dass die Passungen der Bauteile optimal aufeinander abgestimmt werden.
Das bedeutet, dass die Passung nicht zu eng sein sollte, da die Teile sonst aneinander reiben und der Stirlingmotor schwer laufen würde, da er mehr Kraft für eine Bewegung benötigt.
Sind die Passungen jedoch zu weit, dichten die Bauteile nicht ab und der Stirlingmotor funktioniert nicht. Daher müssen die Teile aneinander angepasst werden. Zudem ist die genaue Justierung der einzelnen Bauteile entscheidend für die Funktion. So müssen die beiden Gläser, die eigentlich Laborgläser sind, ausgerichtet werden, da diese ansonsten aneinander reiben würden.
Das Schwungrad wird bereits mit einer Unwucht in Form einer kleineren Bohrung gefertigt. Nun muss es mit Hilfe des Gewindestifts richtig eingestellt sein, um den Schwung für das Antreiben des Kolbens optimal ausnutzen zu können und dadurch das Glas nach vorne zu drücken.
Auch die Reihenfolge der Fertigung muss beachtet werden, da alle Teile präzise aufeinander angepasst werden müssen. Zuletzt sollte der Stirlingmotor punktuell geölt werden, um die Dichtigkeit und natürlich den einfachsten Lauf zu erzielen.
Chantal Gutte
3. Lehrjahr - Sommer 2022

{kind=link}
{kind=link}
{kind=link}
{kind=link}